

Техническая зарисовка и скрытые трещины традиций
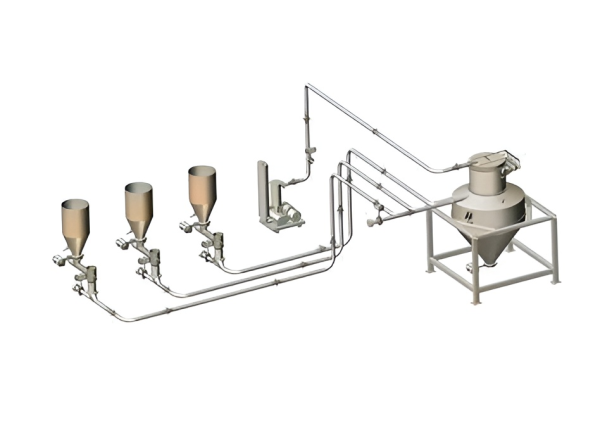
Пневмотранспорт в плотной фазе — это метод перемещения сыпучих тел с высокой плотностью потока, обычно при низкой скорости и под вакуумом; пневмотранспорт в плотной фазе — центральный инструмент в современной системе обработки материалов. Я работаю более 15 лет в B2B цепочке поставок, и видения по этой теме в голове не складываются из общих фраз — я вспоминаю конкретные смены: март 2017 года, мельничный комплекс в Тверской области, когда мы тестировали вакуумный насос нового типа и увидели падение линейного износа труб на 18%. Сценарий: силосы переполнены, компрессорные станции работают с перебоями, и менеджер склада смотрит на табло с увеличивающимся временем простоя — данные показывают потери до 4% от годового объёма продукта. Вопрос: как избежать таких потерь, не увеличивая энергопотребление и не ломая всю логистику?
Традиционные схемы часто опираются на грубые компромиссы: высокая скорость — значит износ и дробление, низкая скорость — оседание и забивки. Частотные преобразователи и вакуумные насосы вроде бы дают контроль, но на практике — а я говорю с позиции специалиста, который лично курировал замену модулей в июне 2019 в Казани — внедрение без адаптации алгоритмов приводит к шуму, вибрациям и неравномерному распределению потока (и да, это отражается на показателях качества продукта). Поверьте, я это видел: один завод сменил насос, но не пересчитал профиль давления в сети — результатом стали райские пробки в точках выгрузки. Здесь кроются две главные боли пользователей: скрытые утечки в планировании и недооценка влияния физики материала на систему.
Почему это критично?
Потому что у нас не игрушечные гранулы: размер, влажность, шероховатость поверхности — всё это влияет на сцепление и склонность к агломерации. Я помню случай, когда из-за 2% увеличения влажности мы теряли 0,7 тонны в смену на фасовочной линии — и это было заметно в отчетах за апрель того же года. Контролировать эти параметры — значит снижать аварийные остановки и экономить миллионы по итогам года. Чёткая настройка системы обработки материалов и корректный подбор компонентов (включая фильтры и системы разгрузки) меняют картину. — И не думайте, что это мелочи.
Сравнительный взгляд вперёд: от боли к выбору решений
Перспектива — это не футуристика, а практический выбор между проверенными схемами и новыми подходами. Я тестировал оба: старые стационарные пневмотранспортные линии и гибридные решения с адаптивным управлением. В сравнении с классикой, пневмотранспорт для сыпучих материалов с адаптивной логикой даёт меньший процент брака и более предсказуемое потребление электроэнергии. В июле 2020 мы внедрили гибридную линию на пищевом производстве под Самарой: экономия электроэнергии составила порядка 12%, а простой — сократился на 27% в первые три месяца. Это конкретика, не общие заявления.

Сравнить варианты нужно по реальным показателям: скорость потока при пиковых нагрузках, устойчивость к агломерации, потребление энергии на тонну, и простота обслуживания. Я предпочитаю подход, где комбинируют частотные преобразователи с контролем давления в реальном времени и модульными участками разгрузки — так вы получаете гибкость, но и сложность управления; кому-то это не подойдёт. Честно — видел, как на одном складе отказались от сложных систем и вернулись к проверенной механике, потому что обслуживающий персонал был неподготовлен. Поэтому выбор — вопрос баланса и реальных KPI.
Что рекомендую учитывать при выборе?
Вот три ключевых метрики, которые я даю каждому оптовому покупателю в своих консультациях: 1) показатель потерь материала (%) при типовой смене; 2) среднее время простоя (минуты/месяц) при типовых неисправностях; 3) энергопотребление на тонну продукции (кВт·ч/т). Оцените эти три параметра на реальных данных вашего завода за последние 12 месяцев — и вы увидите ясную картину. Если нужны — могу привести конкретную форму для замера и пример расчёта по данным с завода в Челябинске, где мы добились сокращения потерь на 2,1% за квартал.
Подытожу коротко: понимать физику материала и точку боли оператора важнее красивой панели управления. Мы — с моим опытом более 15 лет — выбираем решения, которые уменьшают простой и не требуют суперспециалистов для повседневной работы. Если вы ищете стабильности и реальной экономии, обращайте внимание на интеграцию систем, проверяйте реальные данные (а не презентации) и тестируйте на пилотном участке. И да, иногда простое механическое решение выигрывает у «умной» автоматики — но это редкость, и выбор должен быть обоснован.
Для консультации и примерного расчёта решения под ваш завод — рекомендую смотреть предложения и спецификации у проверенных поставщиков, включая Wijay.